Spiral Fin Tubes Heat Exchanger Manufacturing India
Spiral Fin Tubes Heat Exchanger Manufacturing India
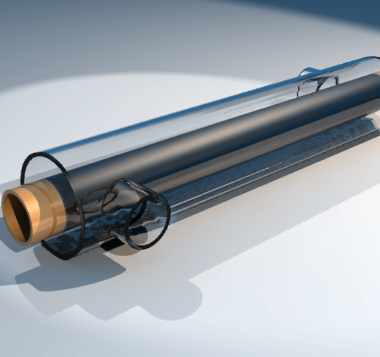
Spiral Fin Tubes Heat Exchanger Manufacturing India We offer a wide variety products of Spiral Fin Tubes Heat Exchanger to national & international market . With incredible expertise in design and best quality, the company is serving the customers according to the application with innovative technology, high quality and cost effective solutions.

Used In:
- Wet processing machinery for textile industries
- Plywood industries
- Food processing Industries
- Heat Recovery project
- Paper manufacture industries
- Printing industries
- Chemical & fertilizer industries
- Air Pre Heater
- Boiler Plant
- Radiator
We design finned tube heat exchangers carefully as per international standards and the quality is tested with its own quality control department.
Material of Construction:-
- Stainless steel
- Mild steel
- Copper
- Aluminum
- Brass
Difference Types of Finned Tubes :-
- Continuous spiral crimped finned tubes
- Square/Rectangular finned tubes
- Extruded Finned tubes
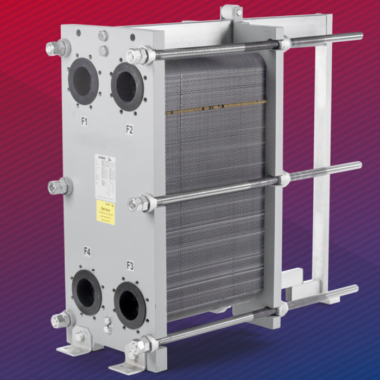
- supplier on the market with more than a half-century of experience with spiral technology. Our robust, efficient and compact designs have a proven reputation for high reliability in some of the toughest process duties across industries. With added support from a worldwide network of local service experts, you can count on your spiral heat exchanger delivering truly sustainable uptime.
-
- Minimal fouling, or clogging, in duties involving very dirty, highly viscous or particulate media, ensures uptime
- Easy-to-open design makes cleaning quick and simple, ensuring low maintenance costs
- Reduced pipework and steel structures means lower installation costs
- Increased energy savings and reduced emissions thanks to thermal efficiencies 2-3 times higher than comparable shell-and tube exchangers
- Each unit is fully customized, offering the best thermal fit for the specific duty
spiral heat exchangers are designed to handle the toughest heat transfer challenges. Whether it’s frequent fouling from dirty media, or limitations from pressure drop and floor space, they are the ultimate problem solver for liquid-to-liquid and two-phase duties. The robust, efficient and compact designs keep both installation and maintenance costs extremely low, and they have a proven reputation for almost never fouling up.